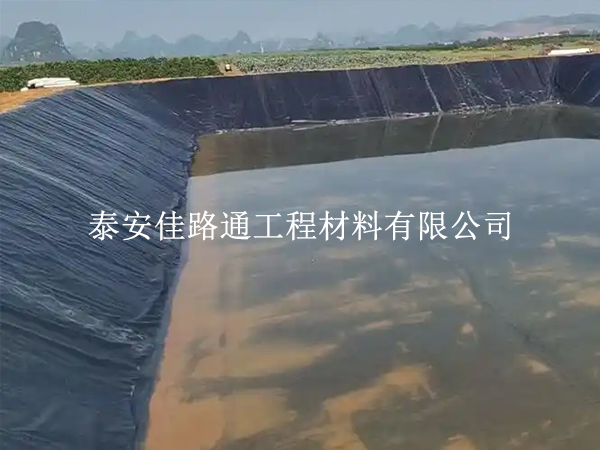
�Bֳ���BĤ���߅̎������λ���@Щ�����ӿp���z�Ͽp
�g�[�Δ�������Ϣ��Դ��̩����·ͨ���̲�������˾�l���r�g��2025/8/12
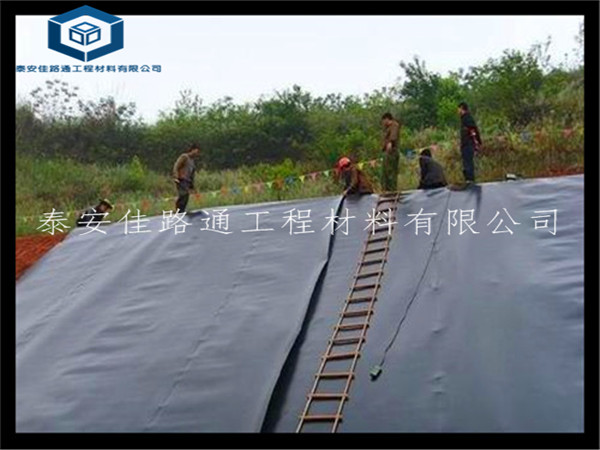
�Bֳ���BĤ�Ĵ��߅�Ƿ��Bϵ�y���P�I�h����̎���������ɞ�B©�[�������³�ˮ��ʧ���Bֳ�ɱ����ӡ���Ҫ���߅���� �����z�Ͽp���������Տ��A̎�������ӵ�ȫ���̼��ɣ��_���ӿp�����c���B�����_�ˡ�һ�����߅�A̎�������庸���ϵK�����坍�o�s�|����ǰ����������߅�ɂ� 30cm �����ȵ�Ĥ�棬�ø�Ĩ�����õ�������ˮ�n�����ۣ����ە����º��ӕr�ۺϲ���֣�����Ĥ�渽����̦���������Ӳëˢ������_��Ħ��ϵ����0.6��������Ӌ�yԇ��Ĥ�Ľ��|�滬�������_�ˣ������⺸�ӕrĤ���eλ��߅�������oȱ���z��Ĥ��߅���Ƿ����ް���ë�̻��Ɠp��������������ƽ��߅�����R����߅���ȡ�1cm�����_�����߅ֱ�����`���2cm����ī����ֱ�Ȍ�������߅����˺�ѣ��L�ȣ�5cm������ü����Ɠp���֣����⺸�ӕr��߅�����R���¾ֲ�©��������ȇ���ѿ�Ĥ�ı��溬ˮ�����5%����ˮ�֙z�y�x�z�y���������Ĥ����¶ˮ�r�����ô��L�C���ضȡ�50�棩���ɣ���ȴ���Ȼ������� 2 С�r������������º��ӕr�a�����ݣ�ʹ�ӿp���B�����½� 40%��������ӌ��ȿ��ƣ����ʳߴ籣�������A��ӌ��Ș˜�ƽ��^���ӌ��� 10-15cm���þ�����Ĥ���ע��Ӿ�����߅�
^���������^��ӌ��������� 15-20cm���ս�̎���20cm�����⑪�����Ќ��½ӿp�_�ѣ������Ȳ���r�����p���ȕ��������½����猒�� 8cm �H���_���˜ʏ��ȵ� 70%������ӌ��R������O�r�����Ĥ�ĵ�߅���c���Ĥ�ĵĴ�Ӿ����R���������ɳ����ÿ�� 1 ���������̶�����ֹ��λ�����R�`������� ��1cm �ȣ���ƫ���^���������{����ÿ�{�� 1 �ĕr�s 3 ��犣�Ӱ�ʩ��Ч�ʣ���������ͬ��λ���̎����ᘌ��Բ������[��ƽ��^�������� ���L߅����߅�� �Ĵ�ӷ�ʽ���p��ˮ���_���µ������L�U����Ĥ���L�ȷ������Bֳ���L߅��O��ʹ�ӿp�cˮ������ƽ�У�����ˮ�������p�ě_����ÿ��O 50 �ף��z��һ�δ�ӌ��ȣ��_���o�ֲ�׃խ��׃խ̎�׳ɞ�B©�c����߅���c�ص�㕽�̎߅��Ĥ���¶��c�ص�Ĥ�Ĵ�ӣ�����cλ�ڳص����� 20cm ̎�����_߅�µײ��������Ѕ^������ӌ��� 20cm���Ҵ�̎���p�����a��̎�����~�⺸��һ�� 5cm ���ĸ��p����㕽�̎Ĥ������Ȼ��������ֹ�������쌧�´��߅�o�����^�̜���߅���Ĥ���������^�̜σȵIJ��֣����c�σ��A��Ĥ�Ĵ�� 15cm�����߅����σȣ���ֹ��ˮ�B��ӿp�����^��ǰ����ɴ�Ӻ��ӣ��ٻ����������������ȡ�93%�������⺸�Ӻ������´��߅��λ���ġ����ӹ�ˇ�m�䣺���߅ ���ڞ�һ�w���p܉���ۺ��Ӟ���ƽ�漰���£��¶ȣ�1:3���Ĵ��߅�����p܉���C���ӣ��γɃɵ�ƽ�к��p���g�� 3-5cm�������g���z�yͨ�������ӜضȰ�Ĥ���{����1.0mm Ĥ���� 300-320�棬1.2mm Ĥ���� 320-350�棬�����ٶ� 1.0-1.5m/min���_�����p�ɂȔD�������{������ 2-3mm�����D�������a�����o�սǡ�߅�µȺ��C�y�Ե��_�ą^���ÔD�������ֹ����Ӵ��߅�����l�x���cĤ��ͬ���|�� HDPE �l��ֱ�� 3-4mm�������ӕr�����cĤ��� 45�� �ǣ������Ƅӣ��ٶ� 0.8-1.0m/min����ʹ���l��ȫ�ۻ������w��B������ӿp϶�����p���ȡ�5cm���ӿpȱ�ݼ��r�ޏ����Ӻ�l�F���ݣ�ֱ����3mm����̓����ȱ�ݣ������ÔD�������a������ȱ��̎��ʮ�ֿ��Ś⣬�ٲü�A���a����ֱ����ȱ�ݴ� 5cm������߅�����ܷ⣬�_�����a��Ľӿp���Ȳ�����ԭ���p�����x���ȡ�2.5kN/m�����塢�|���z�鏊�����Ž^���߅�[�����^Ŀҕ�z��ÿ����Ӻ��p����Ιz�飬�ϸ�˜ʣ�����ƽ���B�m���o�������ຸ���{����M�����߅���R�oƫ�ơ��l�F�ֲ�δ�ۺ�̎�����������𣩣������º��ӡ���ՙz�y�P�I��λ���p܉���p�� 100% ��ՙz�y��������ֿ��ڃɵ����p֮�g������� 25-30kPa ؓ�������� 30 �룬�����o�½�����ϸ����c�z�y߅���c�ص�㕽�̎���^�̜���߅�ȸ�Σ�^�_���o�B©������yԇ�����Cÿ 500 ���p�S�C��ȡ 1 �M��Ʒ��10cm ����������ԇ�����p��Ĥ��ĸ��̎���ѣ����Ǻ��p̎���x�����f�������|���_�ˡ����ϸ�������ӱ���ӣ�ֱ���_�J���к��p�ϸ��Bֳ���BĤ���߅��̎���|����ֱ�ӛQ���������Bϵ�y�Ŀɿ��ԡ����A̎�������ӡ��z�y��ÿ���h���ľ��ʲ����������߅�����ɞ� �����B���ϡ� ���� �������h���������Hʩ���У�������Bֳ�ص����`���{����ӷ�ʽ�����ȱ��C�ӿp�����c�ܷ��ԡ����������s��ӈ������箐�γ����սǣ����gӭ���uՓ�^����̽ӑ��Q������